■ 特にご注意いただきたい事項
以下の内容については、お客様でのトラブル防止のためにも特にご注意ください。
(1) 偏心・偏角・軸方向の許容誤差は必ず守ってください。
(2) ボルト類は必ず定められたトルクで締め付けてください。
■ 取り扱い上の注意
SFS モデルは部品納入品です。各軸にフランジハブを取り付け、心出しを
しながら最後にエレメントを取り付けることで双方の軸を連結する組み立
て方法と先にカップリングを完成させてから各軸に挿入する組み立て方
法が選べます。
先にカップリングを完成させる組み立て方法の場合、組み立て後のカップ
リングに強い衝撃を与えたときに組み立て精度が維持されず使用中に破
損してしまう可能性がありますので取り扱いは十分注意してください。
(1) 使用雰囲気温度範囲は-30℃~ 120℃です。耐水性・耐油性はありま
すが、極度の付着は劣化の要因となりますので避けてください。
(2) エレメントは薄いステンレス板ばねで構成されているためけがをしない
ように注意しながら取り扱ってください。
(3) 摩擦締結タイプの場合、取り付け軸を挿入する前に加圧ボルトを締め
込まないでください。
(4) 摩擦締結タイプへの取り付け軸は丸軸を前提としております。
■ フランジハブの穴加工時の心出し・仕上げ
お客様での下穴品からの穴径加工を検討されている場合、以下のようにしてください。
■ 心出し
以下の図を参考に、各フランジハブの心振れはフランジハブ外径で下図精
度以下となるようにチャックを調整した後、内径を仕上げてください。

■ テーパリング(RfN8006)仕様
テーパリング(RfN8006)による締結方法用に加工する場合は下図のように仕上げ
てください。

■ 加工・取り付け例
下穴タイプのフランジハブを弊社製軸ロックのポジロックPSL-K 用に加工
し、ストレート軸を連結した例です。

(4)相手取り付け軸は丸軸が原則ですが、やむを得ず丸軸以外の軸をご使用になる場合は、下図のように軸の取り付け位置にご注意ください。
(■の塗りつぶし部はクランプ時にクランプハブが変位する部分を示し
ています。この部分にキー溝・Dカットなどがこないようにご注意ください。)軸の取り付け位置によってはカップリング本体の破損、軸保持力の低下につながります。カップリングの性能を十分に満足いただくためには丸軸でのご使用を推奨します。
■ 心出し方法
■ 偏心(ε)
ダイヤルゲージを一方の軸上に固定し、その軸を回転させながら相手フラ
ンジハブ外周の振れを計測します。
エレメント(板ばね)が一組のカップリングSFS(S) タイプは偏心を許容で
きないため、限りなくゼロに近づけてください。任意に全長を設定できる
カップリングSFS(G) タイプは、下記計算式にて許容偏心値を算出してくだ
さい。

■ 偏角(θ)
ダイヤルゲージを一方の軸上に固定し、その軸を回転させながら相手フラ
ンジハブ外周に近い端面の振れを計測します。
下記計算式にてθ≦1°になるよう振れBを調整してください。

■ 軸方向変位(S)
ダイヤルゲージを一方の軸上に固定し、その軸を回転させながら相手フラ
ンジハブ外周に近い端面の振れを計測します。
下記計算式にてθ≦1°になるよう振れBを調整してください。
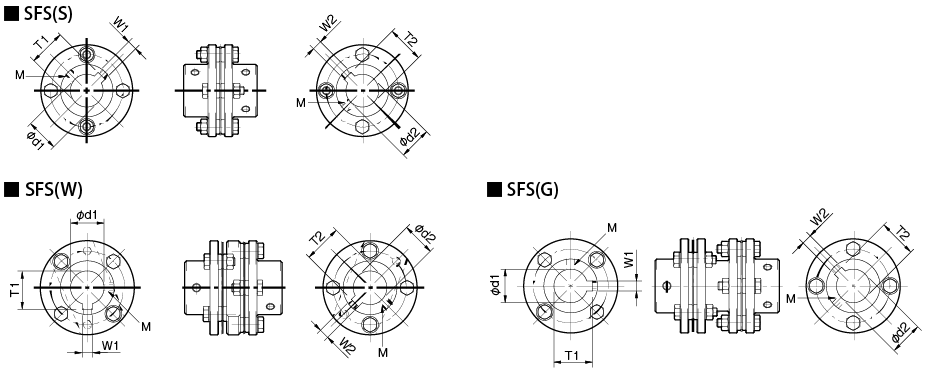
※ SFS(S) は2つのフランジハブのすき間寸法。SFS(W・G) はフランジハブとスペーサのすき間寸法がS寸法となります。
■ 取り付け
SFSモデルの各軸にフランジハブを取り付け、心出しをしながら最後にエ
レメントを取り付けることで双方の軸を連結する組み立て方法です。

(1) 軸およびフランジハブ内径面のさび、ほこり、油分などを除去してくだ
さい。特に、摩擦係数に著しく影響を及ぼすモリブデン系、シリコン
系、フッ素系の減摩剤などを含んだオイルやグリース類は絶対に付着
させないでください。
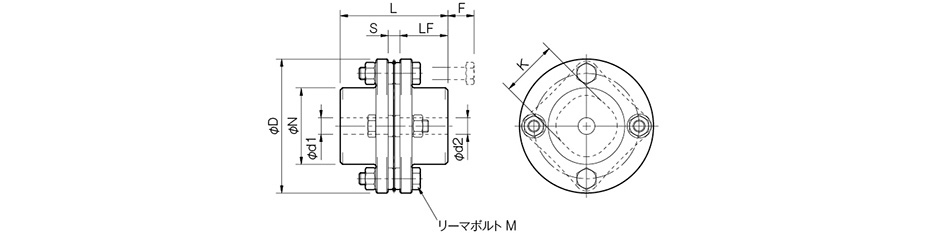
(2) 軸のフランジハブへの挿入長さは、下図のように相手取り付け軸がフラ
ンジハブ全長(LF寸法)にわたって軸と接し、かつエレメント、スペー
サおよびもう一方の軸と干渉しないようにしてください。

(3) もう一方のフランジハブも(1)(2) 同様に相手取り付け軸に取り付けます。
(4) フランジハブ面間寸法(S寸法)は基準値に対して軸方向変位の許容誤
差内に抑えるようにしてください。ただし、この値は偏心・偏角がいず
れもゼロであることを想定した許容値です。できる限り小さくなるよう
に調整してください。
| カップリングサイズ |
05 |
06 |
08 |
09 |
10 |
12 |
14 |
| S[mm] |
5 |
6 |
6 |
8 |
10 |
11 |
12 |
(5) エレメントを2つのフランジハブのすき間に挿入し、エレメント固定用
のリーマボルトで取り付けてください。エレメントが変形していないこ
とを確認し、変形がある場合は軸方向に力が加わっている可能性や、
カラー、ボルト、板ばね間の潤滑不足が考えられますので、正常になる
ように調整してください。リーマボルト座面に少量のマシン油を塗布す
ると改善される場合があります。ただし、摩擦係数に著しく影響を及ぼ
すモリブデン系、シリコン系、フッ素系の減摩剤などを含んだオイルや
グリース類は絶対に使用しないでください。
(6) リーマボルトの締め付けは、校正されたトルクレンチを使用し、すべて
のボルトに対し下表の締め付けトルクにて行ってください。
| カップリングサイズ |
05 |
06 |
08 |
09 |
10 |
12 |
14 |
| リーマボルトサイズ |
M5 |
M6 |
M6 |
M8 |
M8 |
M10 |
M12 |
締め付けトルク[N・m]
黒染め(標準)仕様 |
8 |
14 |
14 |
34 |
34 |
68 |
118 |
締め付けトルク[N・m]
無電解ニッケルめっき(-C)仕様 |
6 |
11 |
11 |
26 |
26 |
51 |
90 |
■ 取り付け(摩擦締結ハブタイプ)
SFS(摩擦締結ハブ)タイプの各軸にフランジハブを取り付け、心出しをし
ながら最後にエレメントを取り付けることで双方の軸を連結する組み立て
方法です。

(1) フランジハブの加圧ボルトをゆるめ、スリーブが解放状態であることを
確認し、軸およびフランジハブ内径面のさび、ほこり、油分などを除去
してください。特に、摩擦係数に著しく影響を及ぼすモリブデン系、シ
リコン系、フッ素系の減摩剤などを含んだオイルやグリース類は絶対
に付着させないでください。
(2) 軸のフランジハブへの挿入長さは、下図のように相手取り付け軸がフラ
ンジハブ全長(LF寸法)にわたって軸と接し、かつエレメント、スペー
サおよびもう一方の軸と干渉しないような位置とした上で、下図の締め
付け順序を参考に、加圧ボルトを対角線上に少しずつ均一に締め付け
てください。

(3) もう一方のフランジハブも(1)(2) 同様に相手取り付け軸に取り付けます。
(4) フランジハブ面間寸法(S寸法)は基準値に対して軸方向変位の許容誤差内に抑えるようにしてください。ただし、この値は偏心・偏角がいずれもゼロであることを想定した許容値です。できる限り小さくなるように調整してください。
| カップリングサイズ |
06 |
08 |
09 |
10 |
12 |
14 |
| S[mm] |
6 |
6 |
8 |
10 |
12 |
14 |
(5) エレメントを2つのフランジハブのすき間に挿入し、エレメント固定用のリーマボルトで取り付けてください。エレメントが変形していないことを確認し、変形がある場合は軸方向に力が加わっている可能性や、カラー、ボルト、板ばね間の潤滑不足が考えられますので、正常になるように調整してください。リーマボルト座面に少量のマシン油を塗布すると改善される場合があります。ただし、摩擦係数に著しく影響を及ぼすモリブデン系、シリコン系、フッ素系の減摩剤などを含んだオイルやグリース類は絶対に使用しないでください。
(6) リーマボルトおよび加圧ボルトの締め付けは、校正されたトルクレンチを使用し、すべてのボルトに対し下表の締め付けトルクにて行ってください。
| カップリングサイズ |
06 |
08 |
09 |
10 |
12 |
14 |
| リーマボルトサイズ |
M6 |
M6 |
M8 |
M8 |
M10 |
M12 |
| 締め付けトルク[N・m] |
14 |
14 |
34 |
34 |
68 |
118 |
| 加圧ボルトサイズ |
M5 |
M6 |
M8 |
M8 |
M10 |
M12 |
| 締め付けトルク[N・m] |
8 |
14 |
14 |
14 |
34 |
34 |
(7) 加圧ボルトの初期ゆるみ対策として一定期間運転後、再度適正締め付
けトルクで増し締めを行うことを推奨します。
■ 取り付け(カップリングを完成させてから行う場合)
先にカップリングを完成させてから軸に挿入する組み立て方法です。
(1) 軸およびフランジハブ内径面のさび、ほこり、油分などを除去してください。特に、摩擦係数に著しく影響を及ぼすモリブデン系、シリコン系、フッ素系の減摩剤などを含んだオイルやグリース類は絶対に付着させないでください。摩擦締結タイプの場合、フランジハブの加圧ボルトをゆるめ、スリーブが解放状態であることを確認してください。
(2) 軸にカップリングを挿入するとき、エレメントに圧縮、引っ張りなどの無理な力が加わらないように挿入してください。特に一方の軸へ取り付けた後に相手軸へカップリングを挿入する際、誤って過大な圧縮力を加えてしまうことがありますのでご注意ください。
(3) 摩擦締結タイプの場合、加圧ボルトをゆるめた状態で、カップリングが軸方向、回転方向軽く動くことを確認してください。スムーズに動かない場合は、2軸の心出しを再度調整してください。
(4) 軸のフランジハブへの挿入長さは、下図のように相手取り付け軸がフランジハブ全長(LF寸法)にわたって軸と接し、かつエレメント、スペーサおよびもう一方の軸と干渉しないような位置とした上で、固定してください。また、摩擦締結タイプの場合、下図の締め付け順序を参考に、加圧ボルトを対角線上に少しずつ均一に締め付けてください。

(5) フランジハブ面間寸法(S寸法)は基準値に対して軸方向変位の許容誤差内に抑えるようにしてください。ただし、この値は偏心・偏角がいずれもゼロであることを想定した許容値です。できる限り小さくなるように調整してください。
| カップリングサイズ |
05 |
06 |
08 |
09 |
10 |
12 |
14 |
| S[mm] |
5 |
6 |
6 |
8 |
10 |
11 |
12 |
(6) 加圧ボルトの締め付けは、校正されたトルクレンチを使用し、すべての
加圧ボルトに対し下表の適正締め付けトルクにて行ってください。
| カップリングサイズ |
06 |
08 |
09 |
10 |
12 |
14 |
| リーマボルトサイズ |
M5 |
M6 |
M6 |
M6 |
M8 |
M8 |
| 締め付けトルク[N・m] |
8 |
14 |
14 |
14 |
34 |
34 |
(7) 加圧ボルトの初期ゆるみ対策として一定期間運転後、再度適正締め付
けトルクで増し締めを行うことを推奨します。
■ 取り外し
(1) カップリングにトルク、軸方向荷重がかかっていないことを確認してく
ださい。特に安全ブレーキ装置などが作動している状態では、カップリ
ングにトルクが加わっている場合があります。取り外す前に必ず確認し
てください。
(2) スリーブを加圧している全ての加圧ボルトを、座面とスリーブとのすき
間が2mm 程度になるまでゆるめます。

テーパ締結方式の場合、セルフロッキング機構により、フランジハブと
軸との締結が解除できません。(まれに解除されることがありますので
ご注意ください。)そのため、カップリング設計時において、取り外し用
ねじを挿入するためのスペースを設ける必要があります。軸方向にスペースが
ない場合は、弊社までお問い合わせください。
(3) (2)でゆるめた加圧ボルトの内2 本を抜き取り、スリーブに設けられてい
る2 箇所の取り外し用ねじ穴に挿入し、交互に少しずつ締め付けてくだ
さい。フランジハブと軸との締結が解除されます。

| カップリングサイズ |
06 |
08 |
09 |
10 |
12 |
14 |
| リーマボルトサイズ |
M5 × 20 |
M6 × 24 |
M6 × 24 |
M6 × 24 |
M8 × 25 |
M8 × 25 |
| 推奨N 寸法[mm] |
26 |
30 |
30 |
30 |
31.5 |
31.5 |
■ 使用限界回転速度について
SFS(G) ロングスペーサタイプの場合、選定されたスペーサ長さによって使
用できる回転速度が異なります。下表からご使用になられる回転速度が
使用限界回転速度以下であることをご確認ください。
なお、タイプごとに最高回転速度が決められている場合は、その回転速
度が上限となります。

■ 送りねじシステムにおける留意点
ステッピングモータやサーボモータを採用した送りねじシステムでは、
ステッピングモータ固有の脈動周波数とシステム全体のねじり固有振動数による
共振や、サーボモータのゲイン調整による発振が起こる場合があります。
共振の場合は共振回転速度を避ける、サーボモータの場合はフィルタ機
能などの電気的制御で調整し回避することなどが必要となります。
いずれの場合でも、共振や発振現象はカップリングおよび送りねじ部の
ねじり剛性、慣性などの設計段階でのシステム全体でのねじり固有振動
数の検討が必要になります。これらについての不明点は、弊社までお問い
合わせください。
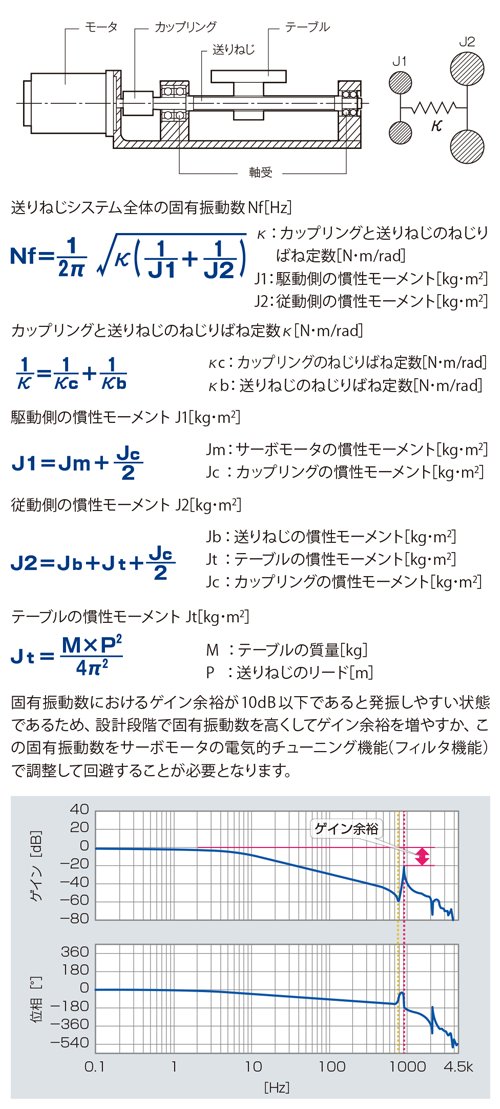
■ 送りねじシステムの固有振動数の求め方
ステッピングモータ・サーボモータの常用トルクおよび最大トルクから
カップリングを選定します。
次に下図の送りねじシステムにおいて、カップリングと送りねじのねじりば
ね定数:κ、駆動側の慣性モーメント:J1、従動側の慣性モーメント:
J2 から、全体の固有振動数:Nf を求めます。
■ 選定手順
(1) 駆動機の出力容量:P、使用回転速度:n からカップリングに加わるト
ルク:Ta を求めます。

(2) 負荷の性質による係数:K を決定し、カップリングに加わる補正トルク:
Td を求めます。

サーボモータ駆動の場合は、サーボモータの最大トルク:Ts に使用係
数:K=1.2 〜 1.5 を乗じてください。

(3) カップリング許容トルク:Tn が補正トルク:Td 以上になるようにサイ
ズを選定してください。

(4) カップリングの穴径により、カップリングの許容トルクが制限される場
合があります。「許容トルクが制限される穴径」の表を参照してください。
(5) 取り付け軸がカップリングの最大穴径以下であるか確認ください。
周期的に激しく変動する装置においては、弊社までお問い合わせくださ
い。